- Language
- English
- 日本語
- English (India)
- हिन्दी
- 中文
在与PVC成型工艺进行比较的同时,我们将介绍CPVC成型(挤出成型、注塑成型、异型挤出成型)时的注意事项以及成型机的建议设置。
CPVC和PVC的成型工艺非常相似。
挤出和注塑等CPVC成型工艺一般可使用PVC成型的设备和工具。
但是,有必要对成型机进行适当的设置,例如根据材料特性设置温度和螺杆。
积水化学集团本身就是一家成型制造商,在挤出成型和注塑成型等成型领域拥有很高的技术能力。
除了销售CPVC混配料之外,我们还可根据作为成型制造商所掌握的知识提供工艺建议。
CPVC化合物(粉末、颗粒)


Molding (Photo: Extrusion molding)
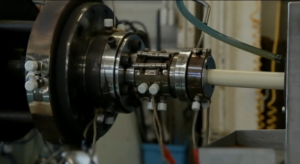
Molded product (pipes, etc.)

PVC和CPVC的主要区别在于热稳定性和粘度。
CPVC在没有适度加热的情况下不会熔化,也不会表现出优异的物理特性。
另一方面,如果温度过高,它就会分解。
右图是显示PVC和CPVC结晶熔点的参考资料。
PVC和CPVC材料的热稳定性不同:
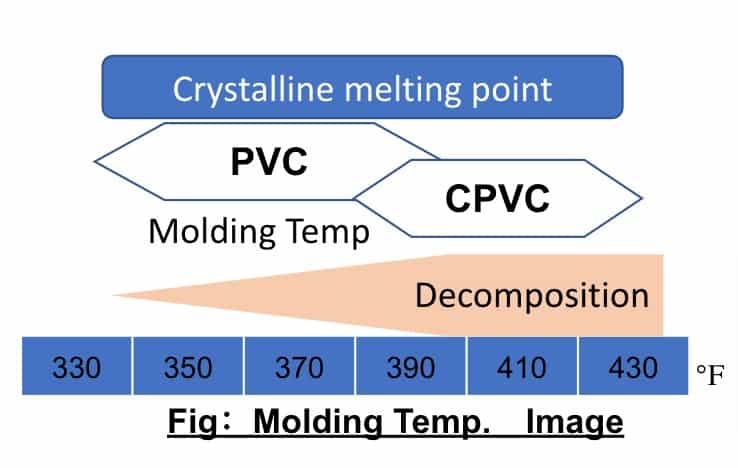
一般来说,CPVC的粘度高于PVC。就PVC而言,粘度(=K值)仅由聚合度决定。而CPVC的粘度(=K 值)则由聚合度和氯化度共同决定。
PVC和CPVC材料的热稳定性不同:
螺杆和模具工具的结构是一个重要因素。成型设备必须适合CPVC成型。
螺杆会发生剪切加热。因此需要进行温度控制,使材料保持在正确的温度。
| PVC | CPVC | |
| 双螺杆挤压机 | 螺杆马达:高扭矩 螺杆:平行 φ60-170 锥形 φ50-85 | 螺杆砂浆:高扭矩 螺钉:平行 φ60-135 锥形 φ50-70 |
| 螺杆旋转 | ー | 低于 PVC |
| 状态(枪管温度) | 300 – 340℉ | 340 – 410℉ |
| 模具类型 | 不锈钢 | 不锈钢 少量(流道部分) 模具角度:锐角 |
| PVC | CPVC | |
| 注塑机 | 螺杆砂浆:高扭矩 料筒冷却 鼓风机 | 螺杆砂浆:高扭矩 料筒冷却 鼓风机 料筒区:4-5 区 喷嘴:短喷嘴、φ:大于 PVC |
| 螺杆旋转 | 9-14 m/sec | 8-13 m/sec (低于 PVC) |
| 状态(枪管温度) | 320 – 365℉ | 320 – 392℉ |
| 条件(保持压力) | 100 – 170 MPa | 100 – 170 MPa |
| 模具类型 | 不锈钢 闸门 直接闸门 | 不锈钢 闸门 直接闸门 |
| PVC | CPVC | |
| 单螺杆挤压机 | 单螺杆机 螺杆 : Dulmage, Fullfight | 单螺杆机 螺杆: 推荐使用 Fullfight 螺钉 (Dulmage) L/D = 22 – 25 压缩比 : 2.5 – 3.2 |
| 螺杆旋转 | 15~ rpm (65 mm single) | 15–25 rpm (65 mm single) |
| 状态(枪管温度) | 284 – 338℉ | 300 – 370℉ |
| 模具类型 | 不锈钢 | 不锈钢 |