- Language
- English
- 日本語
- English (India)
- हिन्दी
- 中文
PVCの成形プロセスと比較しながら、CPVC成形(押出成形・射出成形・異形押出成形)の注意事項や推奨する成形機の設定を紹介します。
CPVCとPVCの成形工程は非常に良く似ています。
押出成形(extrusion molding)・射出成形(injection molding)などのCPVC成形工程では、一般的にPVC成形用の設備や工具を使用することが可能です。
ただし、素材特性にあわせた適切な温度設定・スクリューなどの成形機設定が必要となります。
積水化学は、自らも管材メーカーとしての側面を持ち、押出・射出など成形分野に高い技術力を保有しています。CPVCコンパウンドの販売だけでなく、お客様である成形メーカーに対して成形分野の技術サポートも行っています。
CPVCコンパウンド(粉/ペレット)


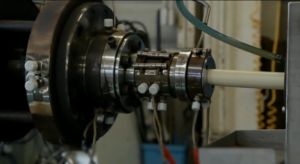
成形(写真は押出成形の事例)
CPVC成形品(パイプなど)

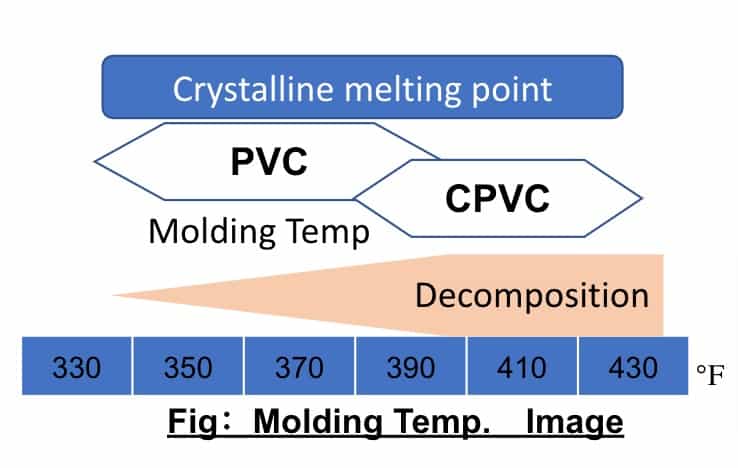
PVCとCPVCとの主な違いは、熱安定性と粘度にあります。
CPVCは適度な熱を加えなければ溶融せず、優れた物性は発揮されません。一方で過度な高温にさらされると分解してしまいます。
右図は、PVCとCPVCの結晶融点を図示した参考資料です。
PVCとCPVCでは熱安定性が異なります:
一般にCPVCの粘度はPVCよりも高くなります。
PVCの場合、単純に重合度の高低で粘度(=K値)を設定します。
一方のCPVCの場合は、重合度と塩素化度の組み合わせで粘度(=K値)を設定します。
スクリューと金型の構造は重要な要素です。成形設備はCPVC成形に適したものである必要があります。
スクリューにはせん断発熱が発生します。そのため、材料を適切な温度に保つための温度調整が必要となります。
| PVC | CPVC | |
| 二軸押出機 | スクリューモーター:高トルク スクリュー:パラレル φ60-170 コニカル φ50-85 | スクリューモーター:高トルク スクリュー:パラレル φ60-135 コニカル φ50-70 |
| スクリュー回転数 | ー | PVCより低い |
| 条件(バレル温度) | 300 – 340℉ | 340 – 410℉ |
| 金型タイプ | ステンレス鋼 | ステンレス鋼 少量(流路部) 金型角度:鋭角 |
| PVC | CPVC | |
| 射出機 | スクリューモーター:高トルク バレル冷却機構:送風機 | スクリューモーター:高トルク バレル冷却機構:送風機 バレルゾーン:4〜5ゾーン ノズル:ショートノズル、φ:PVCより大 |
| スクリュー回転数 | 9-14 m/秒 | 8-13 m/秒 (PVCより低い) |
| 条件(バレル温度) | 320 – 365℉ | 320 – 392℉ |
| 条件(保持圧力) | 100 – 170 MPa | 100 – 170 MPa |
| 金型タイプ | ステンレス鋼 ゲート:ダイレクトゲート | ステンレス鋼 ゲート:ダイレクトゲート |
| PVC | CPVC | |
| 一軸押出機 | 一軸押出機 スクリュー:ダルメージスクリュー、 フルフライトスクリュー | 一軸押出機 スクリュー:フルフライトスクリューを推奨 (ダルメージスクリューも可) L/D = 22 – 25 圧縮比:2.5 – 3.2 |
| スクリュー回転数 | 15~rpm(65mmシングル) | 15–25 rpm (65 mmシングル) |
| 条件(バレル温度) | 284 – 338℉ | 300 – 370℉ |
| 金型タイプ | ステンレス鋼 | ステンレス鋼 |